


For almost 30 years we have been sharpening dry on the belt grinder, without water cooling, with controlled pressure, short contact time and low belt speed. In all these years we have seen no problems in practice.
It is often said that sharpening on a belt grinder does not work at all because of heat damage. People therefore warn against it usually without specific information such as belt speed, belt size, contact pressure and how fast the blade is moved along the belt. From a technical point of view this is hardly meaningful because these are the decisive factors for the temperature at the edge.
Temperature ranges when sharpening knives
Compared to slow turning wet grinding wheels or hand sharpening with diamond plates or whetstones dry sharpening on a belt grinder offers very little reserve. The thermal reserve is small and small changes in pressure or contact time can raise the temperature at the edge significantly. It is therefore important not to exceed the tempering temperature while sharpening. Most blades are tempered in a range of about 160 to 200 degrees Celsius. In practice a safety margin is useful. The edge should stay below 150 degrees Celsius while sharpening. The following test results are based on exactly this point and show which settings can work and which combinations really overheat the edge.
Test procedure
To measure the temperature directly at the edge we used temperature indicating crayon. The crayon is applied directly to the cutting edge and sharpening is done from the opposite side. In this way it is easy to see at which settings the critical temperature is reached and with which combinations the edge stays in the safe range.
From my training in metalworking I know temperature crayons and lacquers from welding. There they are used reliably for example to control preheating of parts before welding. They usually have a tolerance of about plus or minus three percent degrees Celsius.
For safety the tests were repeated several times to get a better feel for the method and its reproducibility. In practice the crayon at the very tip of the edge melted immediately once the respective temperature was reached and the different crayons make it easy to read the temperature profile.
Different setups were tested. We tried both realistic everyday settings and deliberately aggressive variants. This shows where dry sharpening works without problems and at which points many people will probably run into trouble in practice.







Test results for dry sharpening with temperature control
- Belt grinder at the contact wheel 50 x 2000 millimetres with a 1.1 kilowatt motor
- Control stepless via industrial grade frequency inverter
-
Abrasive flexible Trizact belts already broken in
Alternatively they are also available with a semi flexible backing. - Industrial dust extraction This cools the blade slightly while it is not in contact with the belt and may also cool the belt a little. The decisive factors are still belt speed abrasive pressure and contact time.
- Room temperature during the tests about 22 to 24 degrees Celsius
- Test knife stainless gyuto kitchen knife made from 1K6 steel similar to 12C27
Trizact works particularly well here because even used belts cut very evenly. Conventional ceramic belts as well as Cubitron or aluminium oxide belts should always be fresh for sharpening.
Why belt speed is so important in this context
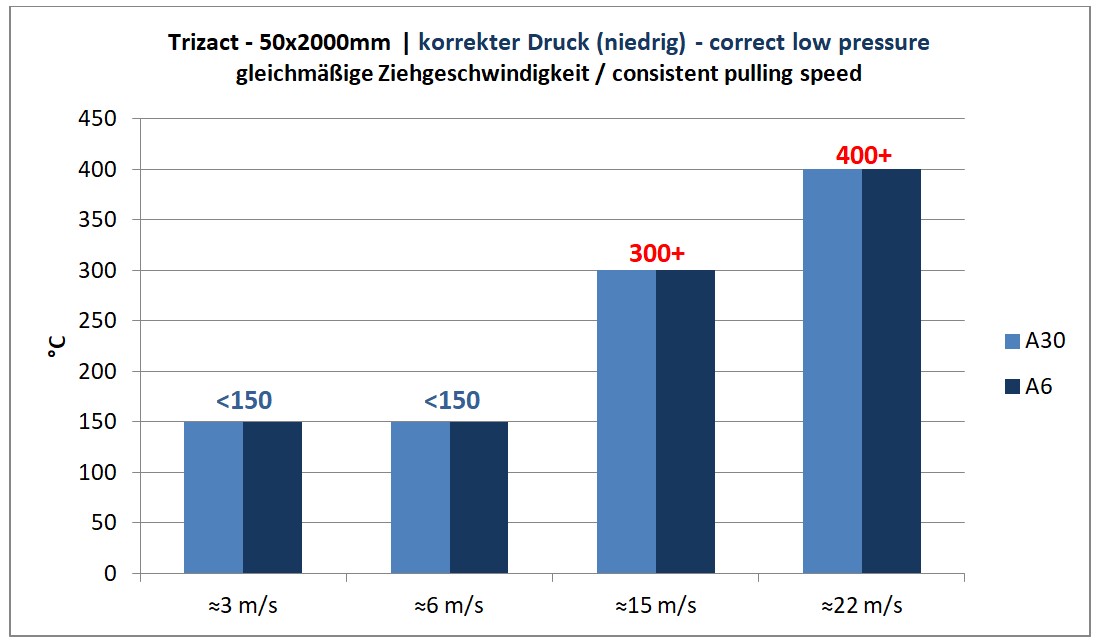
Our measurements show that the difference between about 3 and 22 metres per second is clearly reflected in the temperature at the edge. Contact pressure also plays a role but not as strongly as belt speed. If the person sharpening has little experience excessive pressure can be compensated to some degree by reducing the belt speed. If the belt speed is too high this cannot be compensated even with very low pressure.

The time factor in this diagram shows how sensitive the edge is. For the tests we deliberately used Trizact A6 P2500 because such a fine belt heats the edge the fastest. Coarser grits give a little more time in practice. The range around 5 to 6 metres per second is roughly where it is still controllable which also matches our workshop experience. In this window you have to work quickly without pauses and with carefully controlled as low as possible pressure. For people with less experience belt speeds around 3 metres per second are much safer because they provide more margin for stroke speed and pressure.
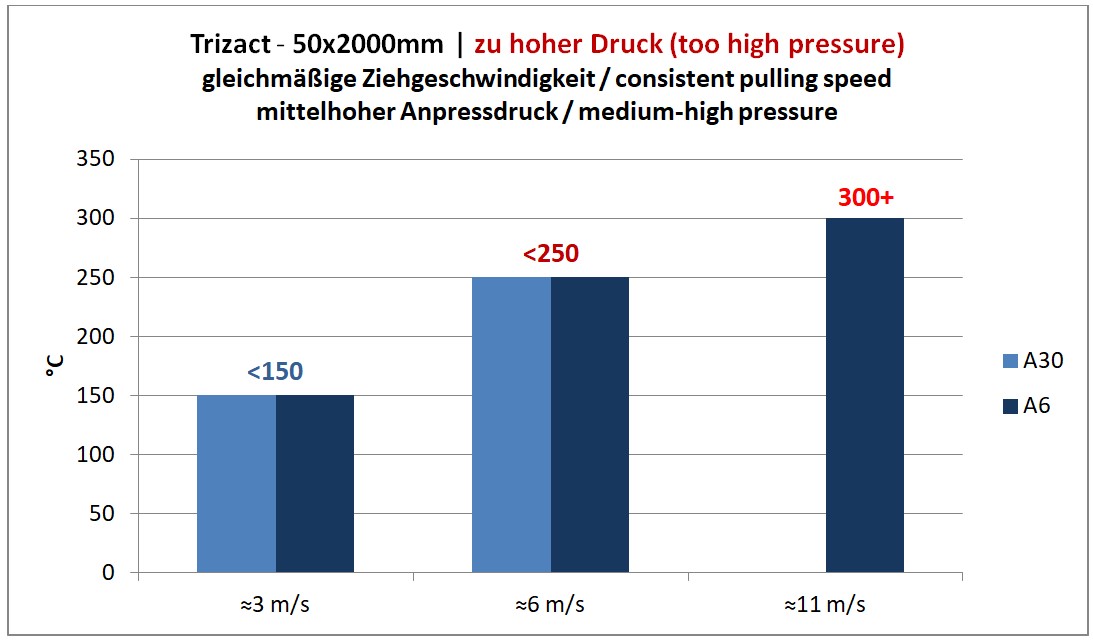
If the belt speed is raised to more than 6 metres per second for example around 11 metres per second the edge has almost no chance. Even with a quick stroke the temperature rises within a very short time to more than 300 degrees Celsius. Under these conditions it is not realistic to sharpen a knife without heat damage.
Sparks during sharpening
Sparks during knife sharpening are usually already a clear warning signal. The torn off metal particles often glow at several hundred up to more than one thousand degrees and part of this energy always returns into the blade. With knife steels that are tempered at relatively low temperature you can assume that a spark rich grind overheats the edge and therefore reduces hardness significantly.
The reverse conclusion is important. The fact that you do not see sparks while grinding does not automatically mean that the edge stays in a safe temperature range. In our tests with Trizact belts there were no sparks at all and the edge could still heat up beyond the narrow window around 150 degrees Celsius if the technique was wrong. Sparks are therefore a clear warning sign but the absence of sparks is no guarantee for a thermally clean grind.
Experience from practice and everyday kitchen use
Feedback over the years has been very positive. Our customers keep reporting that their edges are very sharp and have very good edge retention. Of course sharpening alone does not tell the whole story about the quality of a knife edge because it always depends on several factors such as steel choice heat treatment and geometry. A blade that is too soft would however be very noticeable in practice especially on higher end knives.
In our own kitchen tests under everyday conditions we could not see any difference in edge retention whether the edge was sharpened with our usual dry belt grinder process or by hand on diamond plates. Under the same use conditions there was no measurable difference which supports the test results and the practical feedback.
Conclusion on dry sharpening on the belt grinder
The measurements basically confirm what we have seen in workshop practice for many years. At moderate belt speeds up to about 6 metres per second with an even stroke and light pressure the edge stays below the critical temperatures. If you want more safety we recommend reducing belt speed to about 3 metres per second. The edge will then approach the critical zone more slowly although more passes are needed.
Dry sharpening becomes critical mainly once single factors are pushed too far. In particular very high belt speed clearly excessive pressure and long contact time on one spot make the temperature rise quickly into ranges where knife steels lose hardness. This explains many negative experiences described in forums or conversations although the belt grinder as a tool is not the real problem.
Based on our experience and test series Trizact belts are clearly the best choice here. These Trizact belts are designed for dry sharpening and produce an outstanding surface finish. They are available up to grit P2500 A6.
In practice this means that dry sharpening on a belt grinder can be a very consistent and repeatable method as long as belt choice speed pressure and working rhythm are chosen with care. In a controlled environment such as an experienced knife makers workshop this method has been used reliably for decades without thermally damaging the edges.
